
WIT Inyeccion asistida con agua
Procesos > ► Inyección
Qué es el moldeo por inyección asistido por agua?
 La tecnología de inyección asistida con agua (WIT o WAIM, por sus siglas en inglés) nació con el escopo de reemplazar el gas empleado (nitrógeno) en la tecnología de inyección asistida con gas (GIT) por agua para poder reducir los tiempos de enfriamiento. Inicialmente el sistema inyección con agua presentaba algunos problemas, dificultad para generar altas presiones y altas velocidades de flujo, así como la obtención de una sección hueca. Superados estos problemas , la tecnología WAIM se ha convertido en una técnica de inyección de líquidos (WIT) , por sus siglas en inglés) de creciente interés comercial. È simile allo stampaggio a gas assistito ma la tecnologia di iniezione dell'acqua (WIT) presenta un grande vantaggio: il raffreddamento diretto all'interno della parte. La conducibilità termica dell'acqua è 40 volte maggiore di quella del gas e la capacità termica dell'acqua è quattro volte maggiore del gas. Con la capacità di raffreddamento di WIT, i tempi del ciclo di raffreddamento possono essere ridotti a solo il 25% di quello del gas.
La tecnología de inyección asistida con agua (WIT o WAIM, por sus siglas en inglés) nació con el escopo de reemplazar el gas empleado (nitrógeno) en la tecnología de inyección asistida con gas (GIT) por agua para poder reducir los tiempos de enfriamiento. Inicialmente el sistema inyección con agua presentaba algunos problemas, dificultad para generar altas presiones y altas velocidades de flujo, así como la obtención de una sección hueca. Superados estos problemas , la tecnología WAIM se ha convertido en una técnica de inyección de líquidos (WIT) , por sus siglas en inglés) de creciente interés comercial. È simile allo stampaggio a gas assistito ma la tecnologia di iniezione dell'acqua (WIT) presenta un grande vantaggio: il raffreddamento diretto all'interno della parte. La conducibilità termica dell'acqua è 40 volte maggiore di quella del gas e la capacità termica dell'acqua è quattro volte maggiore del gas. Con la capacità di raffreddamento di WIT, i tempi del ciclo di raffreddamento possono essere ridotti a solo il 25% di quello del gas.
Cuatro enfoques de proceso
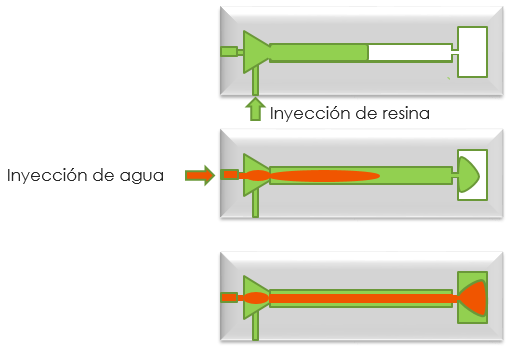
Disparo corto
También llamado proceso de burbuja o explosión, el agua se inyecta en el molde antes del final de la inyección de fusión, empujando el material hasta el final de la cavidad para el empaque final. Las válvulas cierran desde la unidad de inyección y el agua desde el pin. Una válvula de liberación para el agua Una válvula montada en o cerca del final del llenado puede ser facilitada con la evacuación de agua usando aire comprimido. Este método se considera bueno para partes muy gruesas. No implica el desperdicio de material ni el triturado. Los puntos de entrada y salida para el agua (y el aire) pueden estar en / cerca del mismo punto. Desventajas relacionadas con el control estricto requerido. Demasiado poco material puede conducir a la ruptura de agua a través de la fusión en el molde. La presión de inyección de agua debe ser mayor que la del derretimiento El punto de cambio de la superficie de la pieza, sé que el acabado Clase A puede no ser factible. Además, material al final de un golpe corto.
Pushback
El fuso llena por completo la cavidad. Al abrir un pasador de agua cerca del final de la masa fundida se llena el exceso de masa fundida Las ventajas de este enfoque incluyen la ausencia de material de desecho y la capacidad de lograr el acabado Clase A. Es para una boquilla especial y compruebe que el material vuelva a la unidad de inyección. Los usuarios deben tener cuidado de regar el espacio libre (podría ser un gran problema con los materiales higroscópicos como el nylon). Una parte del proceso debe ser subrayada. Proceso de cambio en el barril, creando un proceso que puede influir en el siguiente tiro. Se requieren sistemas separados de entrega de aire y agua.
Desbordamiento
La cavidad del molde está completamente llena de masa fundida y cerrada por una válvula. A continuación, se abre un pasador en el molde para la inyección de agua, mientras que al mismo tiempo, una válvula al final del relleno de la cavidad abre un camino desde la cavidad principal hacia una cavidad secundaria o de desbordamiento. El agua entrante desplaza a la masa fundida, que se empuja hacia la cavidad secundaria. La válvula secundaria está cerrada para retener y empacar. El agua puede ser expulsada por gravedad o por evaporación. Se informa que este enfoque proporciona una superficie de clase A. Es lo más parecido al moldeado convencional, ofreciendo una ventana de procesamiento más amplia. También requiere una presión de agua más baja que el método de disparo corto. En el lado negativo, el material desplazado del núcleo debe ser reciclado. Se necesita un recorte secundario para separar el producto terminado del exceso de material en la cavidad secundaria.
Proceso de flujo
Una combinación de los métodos short-shot y overflow La cavidad del molde está parcialmente llena, luego se introduce el agua, empujando el material hasta el final del llenado. Una válvula especial se abre al final del llenado, y el agua se rompe a través de la masa fundida y fluye a través de la válvula a un circuito de recirculación de agua. Las ventajas son ahorro de material y una alta tasa de enfriamiento. Desventajas incluye una mancha en la punta de la pieza. Además, la baja presión puede hacer que el agua se filtre entre la superficie interna y la superficie exterior. Un factor común en WIT es la necesidad de purgar el agua. Defina la secuencia de WIT con gas-assist. Alliance Gas Systems dice que sus sistemas WIT incluyen una purga de gas presurizado. Para materiales sensibles, Alliance puede suministrar un sistema de asistencia de gas con una inyección de agua secundaria, seguida de una purga de gas. Los proveedores señalan que todo el proceso de inyección y evacuación de agua lleva solo unos segundos.
